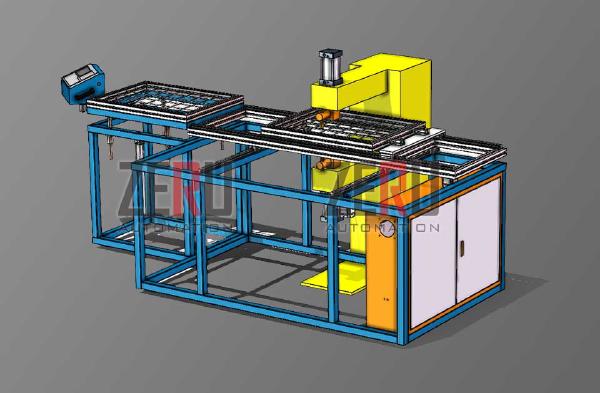
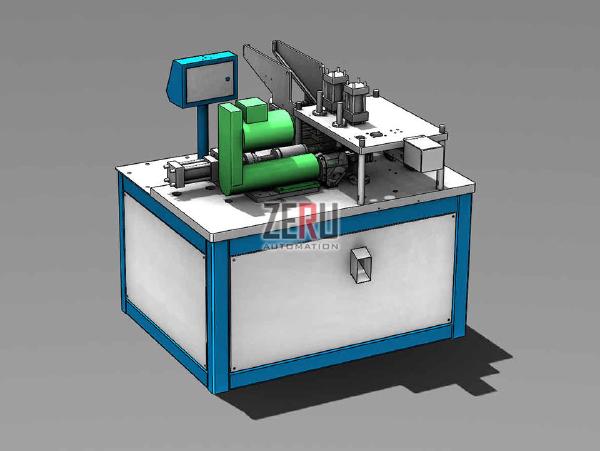
XY轴双模自动碰焊机
本设备适用于金属网片自动焊接加工。
设备特点 简化工人操作难度,无需专业焊工操作。工人只需排列工件至夹具即可。 采用双模(双夹具)升降设计,只需一人操作,工人排料的同时,焊机自动焊接,同步进行,互不影响。与手工焊接相比,生产效率提升一倍。 X、Y 轴伺服精准走位,双气缸驱动电极,快速稳定,提升焊接质量。 无需人工直接操作焊机,提升安全生产,大大降低安全生产事故。 可配合现有焊机,改造后搭配使用,降低投资成本。 主要参数 参数 数值 加工材质 金属网片 最大加工尺寸(mm) 1000x600 驱动方式 数控+气动 操作方式 自动/手动/点动
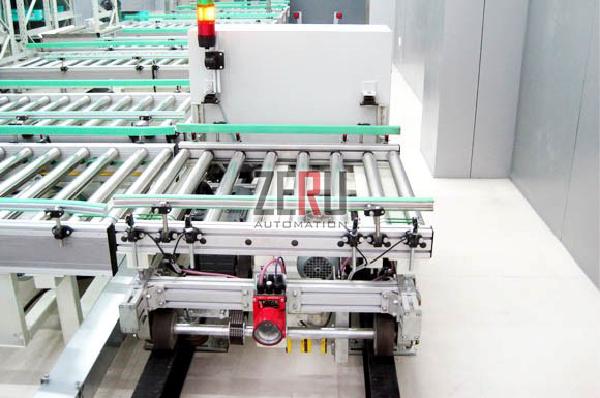
穿梭车
穿梭车作为自动化物流系统中一种智能型轨道导引搬运设备,能实现单元物料高速、高效的平面自动输送,具有高度的自动化和灵活性。
穿梭车具有沿着固定路径动态移载的功能,可实现物料在不同工位之间的传送,使得自动化输送系统的设备布局更加紧凑、简捷,提高了物料输送效率,在自动化物流系统中的应用日益广泛。按照轨道形式,穿梭车可分为往复式直行穿梭车和环形穿梭车。
控制系统 穿梭车有独立的控制系统,控制其走行、输送运行、定位、报警、通讯。控制系统由电控系统PLC、变频器、分布式IO、检测器件、人机界面HMI等组成,以实现穿梭车自动化物流系统中的手动/自动控制功能。
控制方式 (1)认址方式。穿梭车在轨道上来回高速运行到指定的站台接货时,需要精确的定位。穿梭车的认址方式一般有以下三种: ①认址链+增量型编码器, ②激光测距认址, ③条码阅读认址。
(2)操作模式。穿梭车高速运行且车体比较小,无法在穿梭车本体上进行操作,一般采用遥控器操作。
供电方式 穿梭车通常采用滑触线供电及拖缆供电。
通讯方式 和线控PLC的连接一般通过组成PROFIBUS总线网络或以太网,PROFIBUS总线网络通过地面红外通讯器进行通讯,以太网通过无线以太网进行通讯
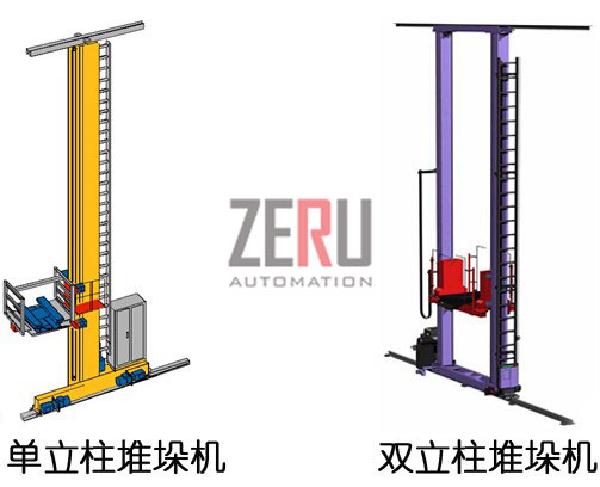
堆垛机
堆垛机是自动化立体仓库里面的存取货设备,一般分单立柱和双立柱结构,由行走、提升和货叉三个驱动机构完成作业要求,采用国际先进的变频控制系统和绝对认址系统进行全闭环控制,配合条码或激光测距等高精度认址方式,实现堆垛机高精度运行。按结构分为单立柱堆垛机和双立柱堆垛机。
单立柱堆垛机 结构简单: 由一根立柱组成,节省材料从而节省投资,简单实用,故障率低,维护方便。
运行高速: 在超长超高巷道满载运行时,运行和升降速度分别最高可达到120米/分和40米/分,货叉叉取速度最快达到40米/分。
操作简单: 人机操作界面(HMI)采⽤⻄门子触摸屏;取消大部分按钮、旋钮和表示灯,仅保留电源开关和急停按钮。操作非常简单和方便。
高安全性: 运行、升降和货叉机构设有多重机械安全保护装置和电控安全保护功能,总计达到19种之多,确保堆垛机设备安全平稳工作和货物的安全储存与传送。
高可靠性: 电控器件全部采用国际知名品牌,关键器件无故障工作时间达到2万小时以上。
高智能化: 自动接收、分析和执行指令;自动记录并上传所有状态信息和故障数据;当运行过程中发生各种异常时,能瞬间自动停止运行并报警。
双立柱堆垛机 应用于更高客户化要求的库房: 机架结构由两根立柱,上横梁和下横梁组成的一个矩形框架;比单立柱更适合于大负载(>1500kg),超⾼度(>20米),长大件(长度>2米)的应用场合。
灵活的承载方式: 可配置多货叉,同时搭载两个单元负载,从而提高更高的储存和出货效率。
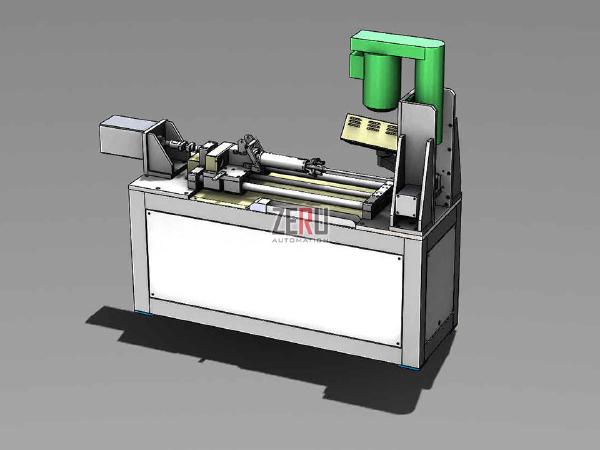
金属管(棒)开料、倒角设备
金属管(棒)开料机又称切割机或下料机,主要功能是将较长的直管或盘管切割成加工需要的长度,如果是盘管(卷料),在切割前还需要进行校直处理。常见的方式分两种:锯片切割和无屑切割。
一般开料完成后,还需对金属管件端末部位进行常规切屑、打磨处理,比如倒角、去毛刺。
全自动锯片开料机 使用高速钢或合金锯片。
优点:
结构简单,操作和维护简单 切割速度快,效率高 切口比较平整,长度较为精准 缺点:
切口部位有大小不一的毛刺及粉尘,需要去毛刺和清洁处理 尘屑较多,对原材料损耗较大 全自动无屑开料机 使用环形刀片滚压管壁进行切断。
优点:
粉尘很少,切口无毛刺 节省原材料 缺点:
切口不是很平整,并且有一定程度的内凹,影响管子口径大小 调试较复杂,切刀要经常更换保持锋利 全自动倒角机 利用切刀对管件的内角、外角、端面进行旋转切屑,以保证管端的平整度及美观度,对端 面的切屑还有对管件长度进行校准的作用。倒角方式有刀头旋转或管件旋转两种。
全自动去毛刺机 利用钢丝刷摩擦或砂石研磨等物理方法,将管件端部的毛刺去掉,以保证管端的平整度及 美观度。
金属管端成型设备
利用模具对金属管件端部进行大小或形状的改变加工处理,常见的有:扩口机、缩口机、墩头机、封口机等。按工位分,则可分为单工位管端机、双工位管端机、多工位管端机。其中多工位管端机又可分为单夹模多冲头、多夹模单冲头、多夹模多冲头等类型。
全自动扩(缩)管机 分冷锻加工或热旋加工两种。冷锻加工效率高,但变形率较大的工件需要多次加工。热旋加工适合变形率较大的情况,可一次成型。
全自动墩头机 利用模具冷锻挤压成图纸要求的形状,如凸环,喇叭口等。
全自动封口机 对管件口部完全或不完全封闭处理,常用热旋的加工方式。
全自动闷头机 将预制的螺母、螺帽等冲压到管件端部。
管件加工多功能一体机 根据管件图纸的最终要求,结合多种加工工艺,在一台机器上对管件一次或多次加工完成,例如开料、倒角、扩口、弯管一体机,从开料到最终成品一次完成。此类设备自动化程度高,可实现无人看守作业,代表今后加工设备的发展方向。
常见设备有:
全自动开料倒角一体机 全自动开料管端成型弯管一体机 全自动管端成型倒角一体机
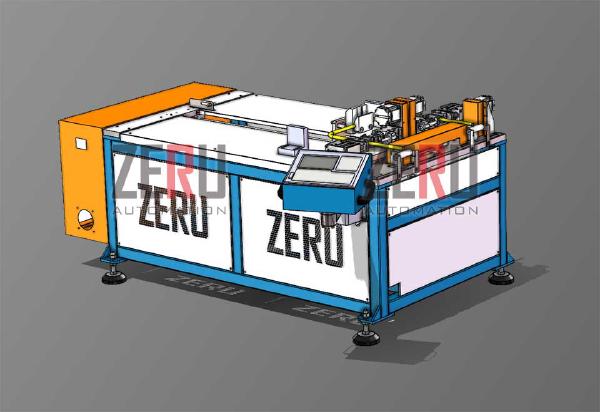
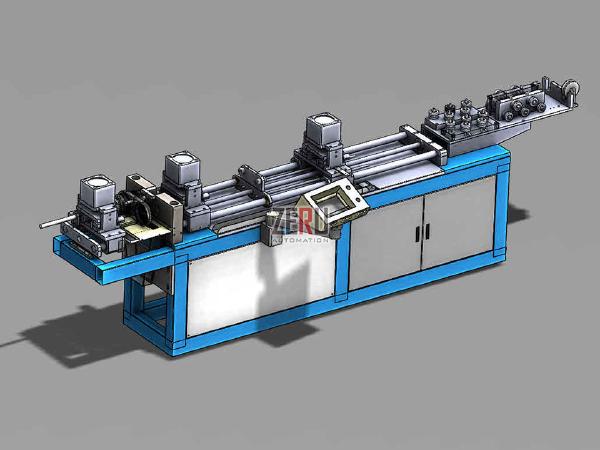
全自动U形管双头钻孔机
适用于 U 形金属管件的两边同时钻孔加工,采用伺服定位,双动力头设计,走位精准、效率高、维护简单。
主要参数 参数 数值 加工材质 不锈钢管、铜管、铝管 最大加工管径(mm) Φ20 最大加工尺寸(U 型平面 mm) 1200x600 操作方式) 自动/手动/点动
弯管及打孔设备
利用模具、刀具等对金属管件进行加工处理,如弯管机、冲孔机、钻孔机、打点机、滚花机等。
全自动弯管机 按照预定的弧度及角度对管件进行弯曲加工,常见的有手动弯管机,液压弯管机,三维数控弯管机等。
冲孔机(拔孔机、打孔机) 利用模具在管壁上进行打孔加工,按照图纸要求,可从外到里或从里到外冲压出所需的大小及形状,还可形成翻边效果,便于后期焊接。
钻孔、攻牙机 利用钻头对管壁钻孔、攻牙加工,和冲孔机比较,无法形成外翻或内翻的效果。
全自动打点机 根据管件的加工要求,对管内壁或外壁打上定位点。
全自动滚花机 根据管件的加工要求,对管内壁或外壁打上花纹,便于后期焊接。

自动化立体仓库
自动化立体库也称为高架库或高架仓库,一般是指采用几层、十几层乃至几十层高的货架储存单元货物,用相应的物料搬运设备进行货物入库和出库作业的仓库。由于这类仓库能充分利用空间储存货物,故常形象地将其称为“立体库”。
一、自动化立体库概述 传统仓库存在着占地面积大、存取货物时间长、劳动效率低、人力成本高、盘点准确率低等种种问题。自动化立体仓库是采用高层货架及有轨巷道堆垛机,配合多种周边设备,实现自动存取和货物管理的一种新型的现代化仓库。采用计算机控制和管理技术使立体库的功能得以最大限度的发挥,可为企业提供从存 储、自动化输送、自动化生产到成品配送的完整物流自动化解决方案。
二、自动化立体库的系统特点 自动化立体库(AS/RS)是物流技术的革命性成果,可以在计算机系统控制下完成单元货物的自动存取作业,是利用自动化存储设备同计算机管理系统的协作来 实现立体仓库的高层合理化,并结合不同类型的仓库管理软件、图形监控及调度软件、条形码识别跟踪系统、搬运机器人、AGV小车、货物分拣系统、堆垛机认址系统、堆垛机控制系统、货位探测器等构成一套完整的现代化立体化仓储管理系统,相较之传统仓库仓储具有以下优势:
提高空间利用率,减少仓储用地,节省土地投资成本。 便于形成先进的物流系统,提高企业生产管理水平。 加快货物的存取节奏,提高生产效率。 减轻劳动强度,改善工人工作环境,降低人力成本。 减少库存资金积压。 便于实现系统整体优化,提高生产和物流管理水平。 是现代化企业的重要标志。 实现仓储物资在调拨过程中的全方位实时管理。 采用自动化/半自动化的识别方式,提高盘点的准确性和操作效 率。 建立一个统一的资产数据库,为资产的整个监管提供可靠的依 据。 三、自动化立体库的系统组成 自动化立体库具体由以下几部分组成:
高层货架:用于存储货物的钢结构。目前主要有焊接式货架和组合式货架两种基本形式。 托盘(货箱):用于承载货物的器具,亦称工位器具。