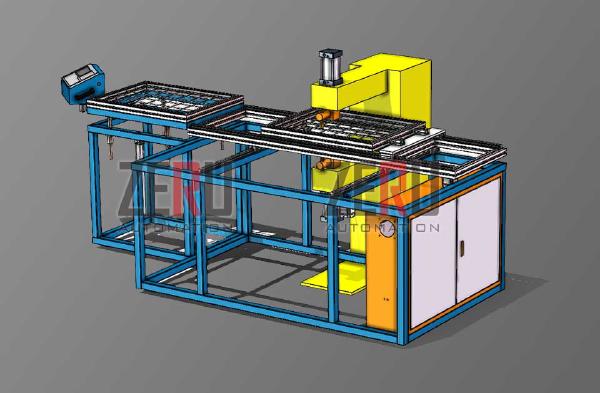
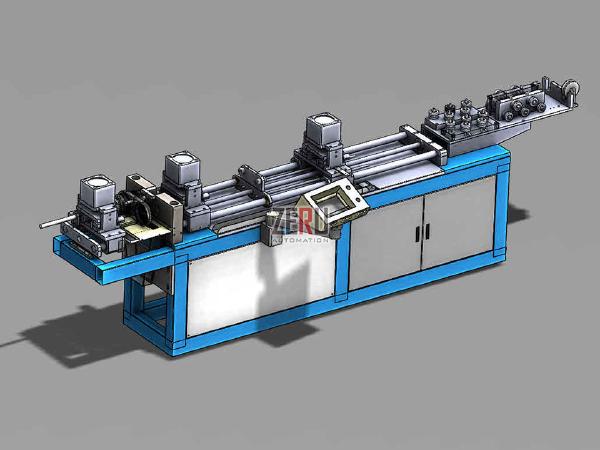
XY軸ダブルモールド自動スポット溶接機
本装置は、金属メッシュシートの自動溶接加工に適しています。
設備の特徴 作業者の操作難易度を簡素化し、専門の溶接工は不要です。作業者はワークピースを治具に並べるだけです。 ダブルモールド(ダブル治具)昇降設計を採用し、操作に必要なのは1人だけです。作業者が材料を並べると同時に、溶接機が自動的に溶接を行い、同期して進行し、互いに影響しません。手動溶接と比較して、生産効率が倍増します。 X、Y軸サーボによる正確な位置決め、ダブルシリンダーによる電極駆動、高速で安定しており、溶接品質を向上させます。 作業者が溶接機を直接操作する必要がないため、生産の安全性が向上し、生産安全事故が大幅に減少します。 既存の溶接機と組み合わせて使用でき、改造後に組み合わせて使用することで、投資コストを削減できます。 主なパラメータ パラメータ 値 加工材質 金属メッシュシート 最大加工寸法(mm) 1000x600 駆動方式 CNC + エア駆動 操作方式 自動/手動/インチング
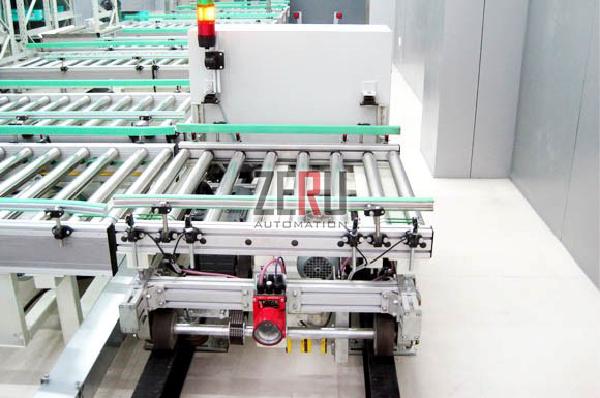
シャトル車 (RGV)
シャトル車(RGV)は、自動物流システムにおける一種のインテリジェントな軌道誘導搬送装置として、ユニット物流の高速・高効率な平面自動搬送を実現でき、高度な自動化と柔軟性を備えています。
シャトル車は固定経路に沿った動的な移載機能を備えており、異なるステーション間での物流転送を実現できます。これにより、自動搬送システムの設備レイアウトがよりコンパクトで簡潔になり、物流搬送効率が向上し、自動物流システムでの利用がますます広がっています。軌道の形式に応じて、シャトル車は往復式直進シャトル車と環状シャトル車に分けられます。
制御システム
シャトル車には独立した制御システムがあり、走行、搬送動作、位置決め、警報、通信を制御します。制御システムは、電気制御システムPLC、インバータ、分散IO、検出デバイス、ヒューマンマシンインターフェース(HMI)などで構成され、シャトル車自動物流システムにおける手動/自動制御機能を実現します。
制御方式
(1)アドレス認識方式。シャトル車が軌道上を高速で往復して指定されたホームで荷物を受け取る際、正確な位置決めが必要です。シャトル車のアドレス認識方式には、一般に以下の3種類があります: ①アドレスチェーン+インクリメンタルエンコーダ、 ②レーザー測距アドレス認識、 ③バーコード読み取りアドレス認識。
(2)操作モード。シャトル車は高速で走行し、車体が比較的小さいため、シャトル車本体で操作することはできません。一般的にはリモコンを使用して操作します。
給電方式
シャトル車は通常、スライド式給電線およびケーブルベア給電を採用しています。
通信方式
ライン制御PLCとの接続は、一般的にPROFIBUSバスネットワークまたはイーサネットを介して行われます。PROFIBUSバスネットワークは地上赤外線コミュニケータを介して通信し、イーサネットは無線イーサネットを介して通信します。
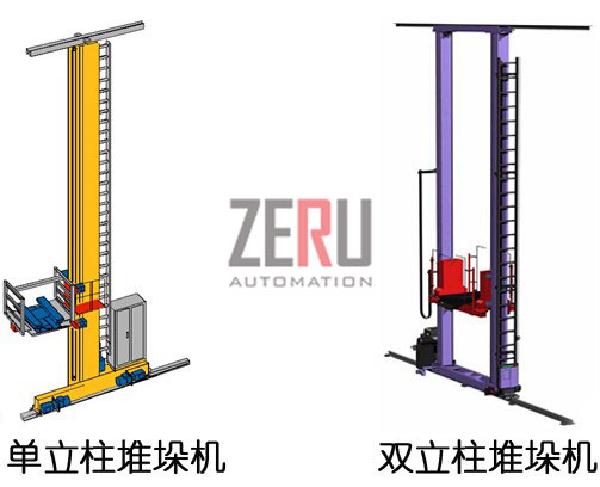
スタッカークレーン
スタッカークレーンは自動立体倉庫内の保管・取り出し設備であり、一般にシングルマスト構造とダブルマスト構造に分けられ、走行、昇降、フォークの3つの駆動機構によって作業要件を完了します。国際的に先進的なインバータ制御システムと絶対アドレス認識システムを採用して完全閉ループ制御を行い、バーコードやレーザー測距などの高精度アドレス認識方式と組み合わせて、スタッカークレーンの高精度運転を実現します。構造により、シングルマストスタッカークレーンとダブルマストスタッカークレーンに分けられます。
シングルマストスタッカークレーン シンプルな構造: 1本の支柱で構成され、材料を節約し投資を節約します。シンプルで実用的、故障率が低く、メンテナンスが便利です。
高速走行: 超長・超高通路での全負荷運転時、走行速度と昇降速度はそれぞれ最高120m/分、40m/分に達し、フォーク速度は最高40m/分に達します。
簡単な操作: ヒューマンマシンインターフェース(HMI)にはシーメンスのタッチパネルを採用。ボタン、ノブ、表示灯の大部分を廃止し、電源スイッチと非常停止ボタンのみを残しました。操作は非常に簡単で便利です。
高い安全性: 走行、昇降、フォーク機構には多重の機械的安全保護装置と電気制御安全保護機能が設けられており、合計19種類にも及び、スタッカークレーン設備の安全でスムーズな動作と商品の安全な保管・伝送を保証します。
高い信頼性: 電気制御部品はすべて国際的に有名なブランドを採用しており、主要部品の故障なしの稼働時間は2万時間以上に達します。
高いインテリジェンス: 指令を自動的に受信、分析、実行します。すべてのステータス情報と故障データを自動的に記録およびアップロードします。運転中にさまざまな異常が発生した場合、瞬時に自動停止し、警報を発することができます。
ダブルマストスタッカークレーン より高いカスタマイズ要件のある倉庫への適用: フレーム構造は、2本の支柱、上部ビーム、下部ビームで構成される長方形のフレームです。シングルマストよりも、高荷重(>1500kg)、超高層(>20メートル)、長大物(長さ>2メートル)の用途に適しています。
柔軟な積載方式: 複数のフォークを構成し、同時に2つのユニットロードを搭載できるため、より高い保管および出荷効率を実現できます。
パイプ曲げ・穴あけ設備
金型や工具などを利用して金属パイプ部品を加工処理します。パイプベンダー、パンチングマシン、ボール盤、マーキングマシン、ローレットマシンなどがあります。
全自動パイプベンダー 所定の曲率と角度に従ってパイプ部品を曲げ加工します。一般的なものには、手動パイプベンダー、油圧パイプベンダー、3次元CNCパイプベンダーなどがあります。
パンチングマシン(バーリングマシン、穴あけ機) 金型を利用してパイプ壁に穴あけ加工を行います。図面の要件に従って、外側から内側へ、または内側から外側へ必要なサイズと形状を打ち抜くことができ、後工程の溶接を容易にするためのバーリング効果も形成できます。
ボール盤、タッピング盤 ドリルを利用してパイプ壁に穴あけ、タップ加工を行います。パンチングマシンと比較して、外側へのバーリングや内側へのバーリングの効果を形成することはできません。
全自動マーキングマシン パイプ部品の加工要件に従って、パイプの内壁または外壁に位置決めポイントを打ちます。
全自動ローレットマシン パイプ部品の加工要件に従って、パイプの内壁または外壁に模様を付け、後工程の溶接を容易にします。
金属パイプ(棒)切断・面取り・バリ取り設備
金属パイプ(棒)切断機は、切断機または下料機とも呼ばれ、主な機能は長い直管またはコイル管を加工に必要な長さに切断することです。コイル管(巻き材)の場合は、切断前に矯正処理を行う必要があります。一般的な方法は2種類あります:鋸刃切断と無屑切断。
一般的に切断完了後、金属パイプの端末部分に対して、面取りやバリ取りなどの通常の切削・研磨処理を行う必要があります。
全自動鋸刃切断機 ハイス鋼または合金鋸刃を使用します。
利点:
構造が簡単で、操作とメンテナンスが容易 切断速度が速く、効率が高い 切り口が比較的平らで、長さが比較的正確 欠点:
切り口部分に大小様々なバリや粉塵があり、バリ取りと清掃処理が必要 塵や切り屑が多く、原材料の損失が大きい 全自動無屑切断機 リング状のカッターを使用してパイプ壁を転造して切断します。
利点:
粉塵が非常に少なく、切り口にバリがない 原材料を節約できる 欠点:
切り口があまり平らではなく、ある程度の内凹みがあり、パイプの口径に影響を与える 調整が比較的複雑で、切れ味を保つためにカッターを頻繁に交換する必要がある 全自動面取り機 カッターを利用してパイプの内角、外角、端面を回転切削し、パイプ端の平坦度と美観を確保します。端面の切削には、パイプの長さを校正する役割もあります。面取り方式には、カッターヘッド回転式またはパイプ回転式の2種類があります。
全自動バリ取り機 ワイヤーブラシによる摩擦や砂石研磨などの物理的方法を利用して、パイプ端部のバリを取り除き、パイプ端の平坦度と美観を確保します。
金属管端成形設備
金型を利用して金属パイプ部品の端部のサイズや形状を変更する加工処理を行います。一般的なものには、拡管機、縮管機、アプセット鍛造機、封口機などがあります。ステーション別に分けると、シングルステーション管端機、ダブルステーション管端機、多ステーション管端機に分けられます。その中で多ステーション管端機は、シングルクランプ金型・マルチパンチ、マルチクランプ金型・シングルパンチ、マルチクランプ金型・マルチパンチなどのタイプにさらに分けられます。
全自動拡(縮)管機 冷間鍛造加工または熱間回転加工の2種類に分けられます。冷間鍛造加工は効率が高いですが、変形率が大きいワークピースは複数回の加工が必要です。熱間回転加工は変形率が大きい場合に適しており、一度に成形できます。
全自動アプセット鍛造機 金型を利用して冷間鍛造・押し出しを行い、凸リングやラッパ口など、図面で要求される形状に成形します。
全自動封口機 パイプ部品の口部を完全に、または不完全に閉鎖処理します。一般的に熱間回転加工方式が使用されます。
全自動キャップ圧入機 既製のナット、キャップなどをパイプ部品の端部に圧入します。
パイプ加工多機能一体機 パイプ部品図面の最終要件に従い、複数の加工技術を組み合わせて、1台の機械でパイプ部品に対して1回または複数回の加工を完了します。例えば、切断、面取り、拡管、曲げ一体機は、切断から最終製品まで一度に完了します。この種の設備は自動化度が非常に高く、無人作業を実現でき、将来の加工設備の発展方向を代表しています。
一般的な設備には以下のものがあります:
全自動切断・面取り一体機 全自動切断・管端成形・曲げ一体機 全自動管端成形・面取り一体機

自動立体倉庫
自動立体倉庫は、高層倉庫とも呼ばれ、一般に数層、十数層、あるいは数十層の棚を使用してユニット貨物を保管し、対応するマテリアルハンドリング機器を使用して入出庫作業を行う倉庫を指します。この種の倉庫は空間を十分に活用して商品を保管できるため、比喩的に「立体倉庫」と呼ばれます。
一、自動立体倉庫の概要 従来の倉庫には、大きな占有面積、長い保管・取り出し時間、低い労働効率、高い人件費、低い棚卸精度など、さまざまな問題があります。自動立体倉庫は、高層棚と有軌道スタッカークレーンを採用し、さまざまな周辺機器と連携して、自動保管と貨物管理を実現する新しいタイプの近代的な倉庫です。コンピュータ制御および管理技術を採用することで、立体倉庫の機能を最大限に発揮させることができ、保管、自動搬送、自動生産から完成品の配送に至るまで、完全な物流自動化ソリューションを企業に提供できます。
二、自動立体倉庫のシステムの特徴 自動立体倉庫(AS/RS)は物流技術の革命的な成果であり、コンピュータシステムの制御下でユニット貨物の自動保管作業を完了できます。これは、自動保管機器とコンピュータ管理システムの連携を利用して、立体倉庫の高層合理化を実現し、さまざまな種類の倉庫管理ソフトウェア、グラフィカル監視およびスケジューリングソフトウェア、バーコード識別追跡システム、搬送ロボット、AGV(無人搬送車)、貨物仕分けシステム、スタッカークレーンアドレス認識システム、スタッカークレーン制御システム、保管場所検出器などを組み合わせて、完全な近代的な立体倉庫管理システムを構成します。従来の倉庫保管と比較して、以下の利点があります:
空間利用率の向上、倉庫用地の削減、土地投資コストの節約。 高度な物流システムの形成を促進し、企業の生産管理レベルを向上させます。 貨物の保管・取り出しのリズムを加速し、生産効率を向上させます。 労働強度を軽減し、労働者の作業環境を改善し、人件費を削減します。 在庫資金の滞留を削減します。 システム全体の最適化を実現し、生産および物流管理レベルを向上させるのに役立ちます。 近代的な企業の重要なシンボルです。 移送プロセスにおける倉庫資材の包括的なリアルタイム管理を実現します。 自動/半自動の識別方法を採用し、棚卸の精度と運用効率を向上させます。 一元化された資産データベースを確立し、資産の全体的な監督のための信頼できる根拠を提供します。 三、自動立体倉庫のシステム構成 自動立体倉庫は、具体的には以下の部分で構成されています:
高層棚:商品を保管するための鉄骨構造。現在、主に溶接式棚と組立式棚の2つの基本形式があります。 パレット(貨物コンテナ):商品を載せるための器具であり、ワークステーション器具とも呼ばれます。
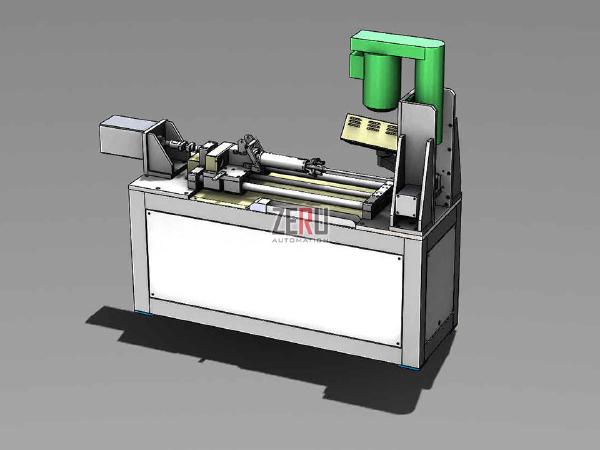
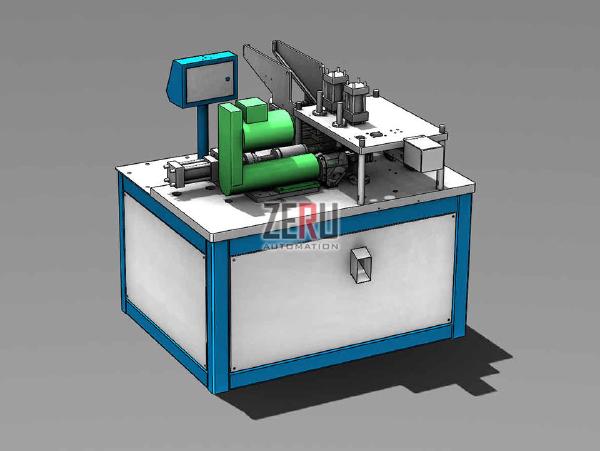
全自動U字管ダブルヘッドボール盤
U字型金属パイプ部品の両側の同時穴あけ加工に適しており、サーボ位置決め、ダブルパワーヘッド設計を採用し、正確な位置決め、高効率、簡単なメンテナンスを実現しています。
主なパラメータ パラメータ 値 加工材質 ステンレス管、銅管、アルミ管 最大加工管径(mm) Φ20 最大加工寸法(U型平面 mm) 1200x600 操作方式 自動/手動/インチング