産業用自動化およびインテリジェントソリューションへの取り組み
自動車、冷凍、家具、倉庫、金属加工などの業界向けに、業界をリードするソリューションと生産設備を提供します。
おすすめ製品
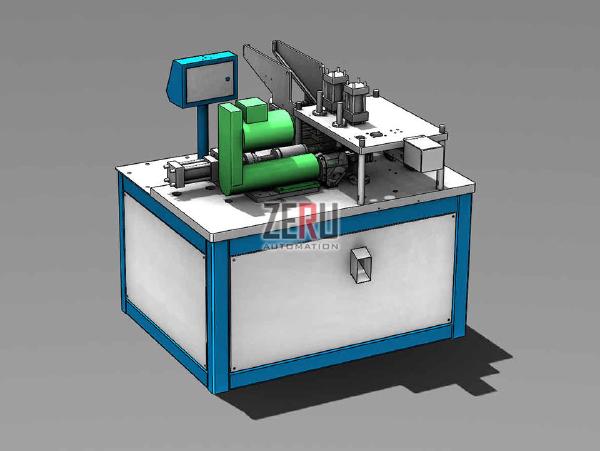
金属管端成形設備
金型を利用して金属パイプ部品の端部のサイズや形状を変更する加工処理を行います。一般的なものには、拡管機、縮管機、アプセット鍛造機、封口機などがあります。ステーション別に分けると、シングルステーション管端機、ダブルステーション管端機、多ステーション管端機に分けられます。その中で多ステーション管端機は、シングルクランプ金型・マルチパンチ、マルチクランプ金型・シングルパンチ、マルチクランプ金型・マルチパンチなどのタイプにさらに分けられます。
全自動拡(縮)管機 冷間鍛造加工または熱間回転加工の2種類に分けられます。冷間鍛造加工は効率が高いですが、変形率が大きいワークピースは複数回の加工が必要です。熱間回転加工は変形率が大きい場合に適しており、一度に成形できます。
全自動アプセット鍛造機 金型を利用して冷間鍛造・押し出しを行い、凸リングやラッパ口など、図面で要求される形状に成形します。
全自動封口機 パイプ部品の口部を完全に、または不完全に閉鎖処理します。一般的に熱間回転加工方式が使用されます。
全自動キャップ圧入機 既製のナット、キャップなどをパイプ部品の端部に圧入します。
パイプ加工多機能一体機 パイプ部品図面の最終要件に従い、複数の加工技術を組み合わせて、1台の機械でパイプ部品に対して1回または複数回の加工を完了します。例えば、切断、面取り、拡管、曲げ一体機は、切断から最終製品まで一度に完了します。この種の設備は自動化度が非常に高く、無人作業を実現でき、将来の加工設備の発展方向を代表しています。
一般的な設備には以下のものがあります:
全自動切断・面取り一体機 全自動切断・管端成形・曲げ一体機 全自動管端成形・面取り一体機
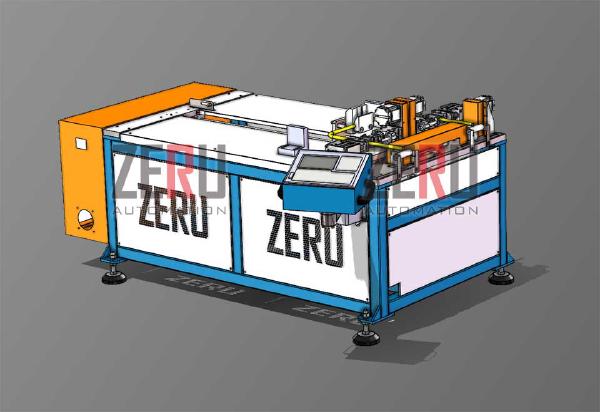
全自動U字管ダブルヘッドボール盤
U字型金属パイプ部品の両側の同時穴あけ加工に適しており、サーボ位置決め、ダブルパワーヘッド設計を採用し、正確な位置決め、高効率、簡単なメンテナンスを実現しています。
主なパラメータ パラメータ 値 加工材質 ステンレス管、銅管、アルミ管 最大加工管径(mm) Φ20 最大加工寸法(U型平面 mm) 1200x600 操作方式 自動/手動/インチング
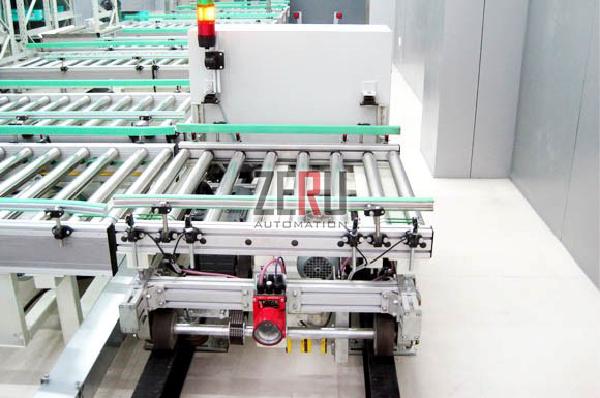
シャトル車 (RGV)
シャトル車(RGV)は、自動物流システムにおける一種のインテリジェントな軌道誘導搬送装置として、ユニット物流の高速・高効率な平面自動搬送を実現でき、高度な自動化と柔軟性を備えています。
シャトル車は固定経路に沿った動的な移載機能を備えており、異なるステーション間での物流転送を実現できます。これにより、自動搬送システムの設備レイアウトがよりコンパクトで簡潔になり、物流搬送効率が向上し、自動物流システムでの利用がますます広がっています。軌道の形式に応じて、シャトル車は往復式直進シャトル車と環状シャトル車に分けられます。
制御システム
シャトル車には独立した制御システムがあり、走行、搬送動作、位置決め、警報、通信を制御します。制御システムは、電気制御システムPLC、インバータ、分散IO、検出デバイス、ヒューマンマシンインターフェース(HMI)などで構成され、シャトル車自動物流システムにおける手動/自動制御機能を実現します。
制御方式
(1)アドレス認識方式。シャトル車が軌道上を高速で往復して指定されたホームで荷物を受け取る際、正確な位置決めが必要です。シャトル車のアドレス認識方式には、一般に以下の3種類があります: ①アドレスチェーン+インクリメンタルエンコーダ、 ②レーザー測距アドレス認識、 ③バーコード読み取りアドレス認識。
(2)操作モード。シャトル車は高速で走行し、車体が比較的小さいため、シャトル車本体で操作することはできません。一般的にはリモコンを使用して操作します。
給電方式
シャトル車は通常、スライド式給電線およびケーブルベア給電を採用しています。
通信方式
ライン制御PLCとの接続は、一般的にPROFIBUSバスネットワークまたはイーサネットを介して行われます。PROFIBUSバスネットワークは地上赤外線コミュニケータを介して通信し、イーサネットは無線イーサネットを介して通信します。